|
Дозирующие ленточные весовые конвейеры (конвейеры-дозаторы)
|
|
НАЗНАЧЕНИЕ
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
УСТРОЙСТВО И РАБОТА
ГАБАРИТНЫЕ РАЗМЕРЫ
|
|
|
|
| |
|
|
|
|
|
|
| |
|
 НАЗНАЧЕНИЕ
НАЗНАЧЕНИЕ |
|
Конвейеры-дозаторы КД-2500К и КД-1250К предназначены для последовательного
взвешивания (дозирования) до четырех компонентов заполнителей (песка,
щебня) и последующей выгрузки материала в механизмы подачи материалов
в бетоносмеситель.
|
|
ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ |
|
Характеристика
|
Нормируемое значение
|
| Длина (расстояние между осями приводного и натяжного барабана),
мм |
2500 - 12000
|
| Ширина ленты, мм |
800 (600)
|
| Номинальная скорость ленты, м/с |
0,3 - 2,2
|
| Вес дозы, кг |
не более 2500 (1250) |
| Количество дозируемых компонентов, шт |
1 - 4
|
| Дозируемый материал |
Песок, щебень
|
| Способ дозирования |
весовой порционный
|
| Пределы дозирования, max-min, кг |
2300 - 500 (1200 - 200)
|
| Погрешность дозирования (от суммарной массы), % |
2
|
| Длительность цикла дозирования (в среднем для 4-х фракций),
с |
20 - 40
|
| Тип привода |
Мотор - редуктор
|
| Мощность привода, кВт. |
4,0 - 15,0
|
| Напряжение питания, В |
3х380
|
| Рабочий диапазон температур, °С |
-10…+70
|
| Масса, кг |
1240…2550
|
|
|
УСТРОЙСТВО
И РАБОТА |
|
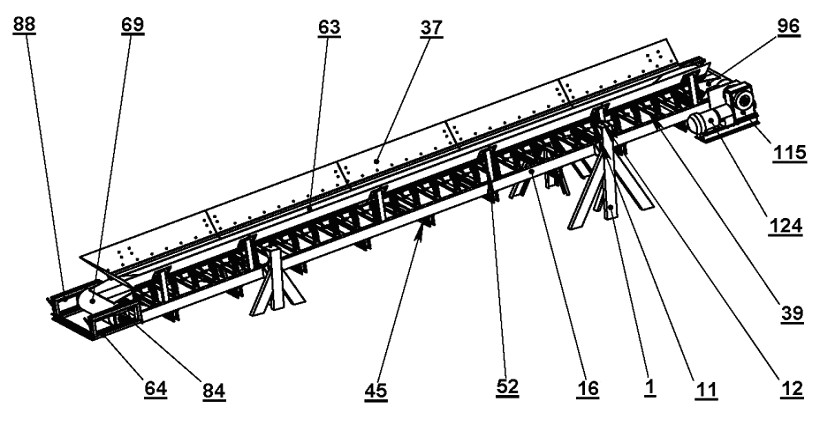
Рама ленточного конвейера (16) является несущей конструкцией, а
конвейерная лента (63) – дном дозатора. Необходимую емкость дозатора
обеспечивают боковые стенки (37), жестко укрепленные на раме конвейера
через стойки (52) с герметизацией резиновыми фартуками. Вся система
подвешена на тензодатчиках (11) через систему серег (12) на стойках
(1). Ленточный конвейер имеет в верхней части U-образные роликоопоры
(39) и прямые поддерживающие нижние ролики (45). Натяжная станция
(64) состоит из барабана (69), укрепленного в двух муфтах (84),
независимо перемещаемых винтами (88) в корпусе станции. Головной
барабан (96) является приводом конвейерной ленты и монтируется на
раме конвейера с возможностью независимого перемещения подшипниковых
узлов для и центрирования ленты. Головной барабан приводится во
вращение через редуктор (115) электродвигателем (124).
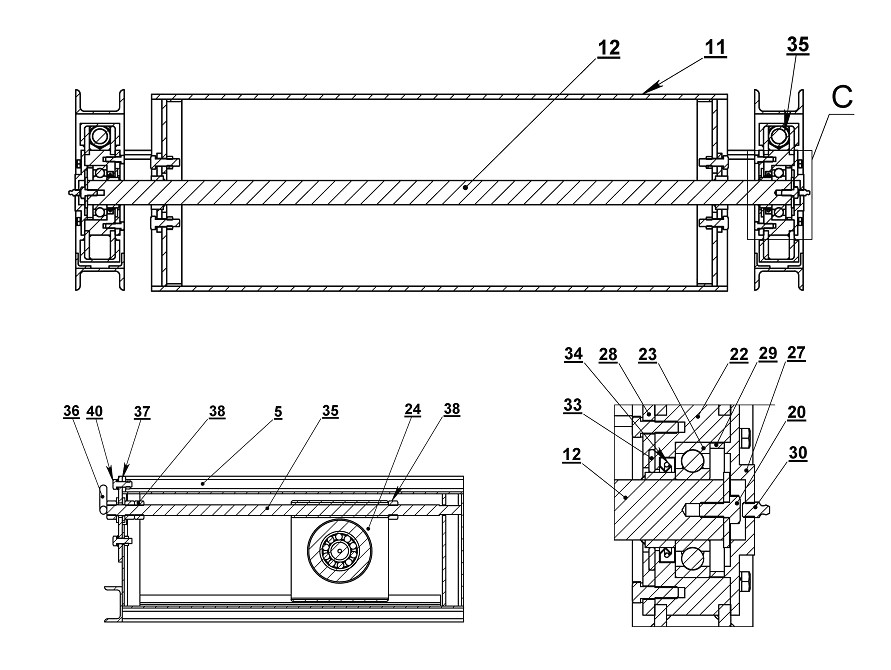
Регулировка натяжения производится следующим образом: К ползуну
(24) приварена гайка (38). При вращении рукоятки (36) и, соответственно,
оси (35) ползун перемещается внутри рамы (5) вдоль направляющих.
Ось (35) удерживается от осевых перемещений гайками (38) и пластиной
(37). Для разборки натяжного узла следует удалить болты (40) и вывернуть
ось (35) из ползуна. Натяжной барабан (11) жестко скреплен с осью
(12), которая вращается в подшипниковых узлах. Подшипники защищены
фетровыми сальниками (33) под съемными крышками (28), а также резиновыми
армированными манжетами (34). Смазка подшипниковых узлов производится
через пресс-масленки (30). Подшипники (23) удерживаются в ползуне
(22) кольцами (29) и съемными крышками (27). Осевое перемещение
барабана фиксируется болтами (20).
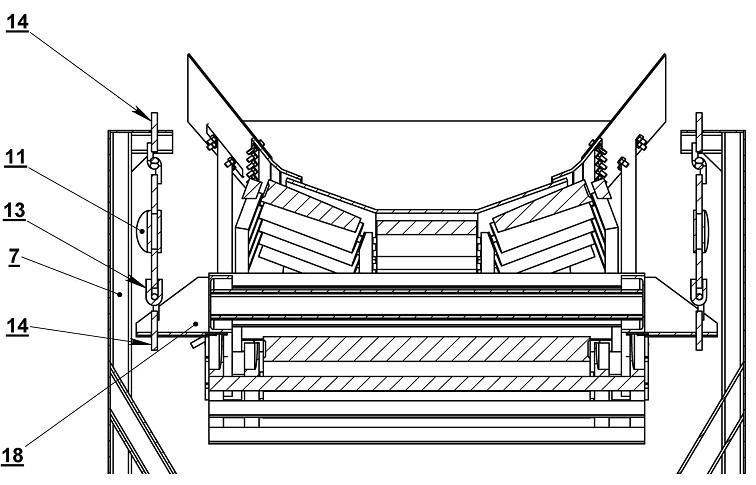
Конвейер подвешивается на стойках (7), жестко закрепленных (приваренных)
к конструкции смесительной установки. Подвеска состоит из тензодатчиков
(11) и шпилек (14) с шарнирными соединениями (13). Высота подвески
конвейера регулируется высотой установки шпилек (14) в стойках (7)
и опорах (18).
|
|
|
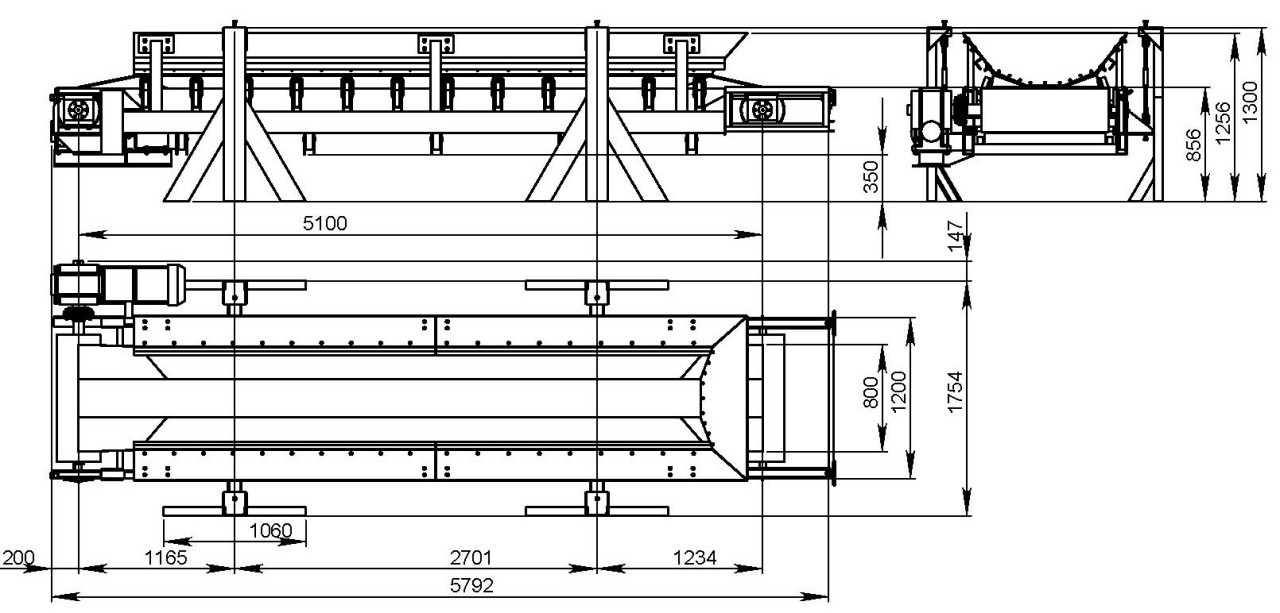
ГАБАРИТНЫЕ
РАЗМЕРЫ |
|
КД-2500 (пример рабочей длины 5100мм)
|
КД-1250 (пример рабочей длины 5750мм)
|
|
|
|
|
|
|
| |
|
|
|
|
|